


News
AMEPA News

One word. Big leaders.
The Town Hall Forum at AISTech 2026 impressively demonstrated the dynamism and sense of optimism with which the U.S. steel industry is currently repositioning itself: One word was asked to describe the current situation of the U.S. steel industry. The answers from the five panelists ranged from “dynamic” and “rebirth” to “inflection point,” “microcosm,” and […]

“Rebirth”, “dynamic”, “inflection point” – the resurgence and fresh start of the American steel industry
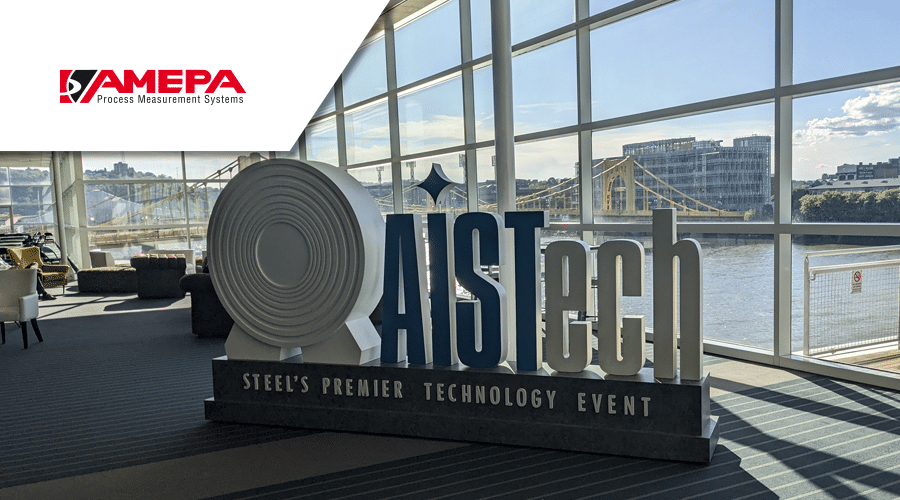
This year’s AISTech 2026 in Pittsburgh (4–6 May) set a new record with over 9,700 attendees, impressively underscoring the tremendous momentum of the American steel industry. Since 2021, over 50 billion US dollars has been invested in new facilities, technologies and production capacity. At the trade fair, it was clearly evident that these investments are […]

High-end measurement technology meets next-generation steelmaking. Setting the pace for innovation @AISTech 2026!
The steel industry is evolving rapidly—and we @AMEPA are right in the middle of it. We’re excited to be participating in AISTech again in 2026. For us, it’s all about the synergy of technical expertise, new partnerships, and a shared goal: making steel production more efficient, safer, and smarter. We look forward to networking, exchanging […]

What an inspiring week at ESTAD 2025 in Verona!
From October 6–9, AMEPA GmbH had the pleasure of contributing to this key industry event with our presentations on “Oiling of Steel Strip” and “Safe Tundish Drain.” We were proud to share insights into our latest developments and to see such strong interest from the audience. The conversations that followed – both at our booth and throughout the conference […]

AMEPA innovations at the Metallurgy in China
From September 3 to 5, 2024, AMEPA once again participated in the three-day 22nd China International Metallurgy Industry Exhibition in Shanghai. With ESD 300 and ESD 400, AMEPA presented its most advanced electromagnetic slag detection products. As the world market leader, AMEPA’s two measuring systems enable the early and reliable detection of slag flows even […]

14.05.2024
“Sustainable Optimism” at AISTech 2024
This year’s AISTech 2024 trade fair and conference in Columbus, Ohio, was all about positive prospects and developments. 685 exhibitors, significantly more than last year, presented themselves from May 6 to 8 and attracted more than 8,000 trade visitors. The Town Hall Forum offered a broad and far-reaching outlook on the key topics of safety, […]

19.03.2024
Girls’ Day at digitalCHURCH – We’ll be there!
On April 25, digitalCHURCH will open its doors for this year’s Girls’ Day. On this nationwide future day for girls, schoolgirls in 5th to 7th grade can get to know professional and academic subjects in which the proportion of women is below 40 percent. Under the motto “Computers & AI: How do we shape our […]

11.01.2024
AMEPA at the First China New Energy Automotive Steel Conference
From November 30th to December 1st, the First China New Energy Automotive Steel Conference was successfully held in Suzhou. As an important participant in the automotive and steel industry, AMEPA actively participated in this grand event. Focusing on the development and challenges of steel for new energy vehicles, this conference attracted outstanding representatives from numerous [...]

26.10.2023
AMEPA at the GALVATECH 2023 in Seoul
GALVATECH 2023 is the leading international conference on advanced technologies for the processing and performance of zinc and zinc alloy coated steel sheets. The 13th GALVATECH was held this year in Seoul, South Korea. This event provides a valuable platform for knowledge exchange and discussion on future developments of steel sheet coating technologies for various [...]

11.08.2023
AMEPA successful at the 21st China International Metallurgical Industry Expo
On June 16th 2023, the 21st China International Metallurgical Industry Expo was successfully concluded. As Asia's most influential and the world's second largest metallurgical and metal thermal processing expo, the exhibition lasted for three days, attracting nearly 200 companies, focusing on industry-related solutions. As the world-famous iron and steel metallurgy process measuring expert, AMEPA brought [...]

Visit us on METEC 2023
Next week, the trade fair "The Bright World of Metals" in Düsseldorf, Germany opens its doors to the professional audience from all over the world. As part of this trade fair quartet, METEC 2023 offers us the opportunity to invite you once again to get to know our latest AMEPA products and to experience them [...]

26.05.2023
AMEPA ESD 300 – Quality from a single source Slag detection at Salzgitter Flachstahl
Salzgitter Flachstahl GmbH has successfully implemented our latest generation of slag detection systems. The ESD 300 digital measuring system reliably detects the slag and automatically closes the ladle slide gate to reliably produce "Clean Steel". Parallel operation with the predecessor system confirmed the development goal in terms of even higher signal sensitivity and reliability. Following [...]
18.05.2023
Positive Outlook at AISTech 2023 in Detroit!
We had a great experience at this year's AISTech, the premier trade show, and conference for the iron and steel industry in North America. Our team engaged in captivating discussions with customers, and their consistently positive response was truly uplifting. Machine learning, artificial intelligence, and process flow modeling took center stage, not only in the [...]
15.05.2023
Our flagship project in the “Smart Press Shop”
In the “Smart Press Shop”, Amepa recently commissioned two online measuring systems for determining roughness and oil film thickness on strip surfaces. The bbr, trade journal for strips, sheets, tubes, presents in its issue 01/2023 our showcase project and application within the Laser Banking Line in detail. The Smart Press Shop in Halle/Saale is a [...]
28.04.2023
AMEPA is member of the digitalHUB
Since the beginning of March, AMEPA is a member of the Aachen digitalHUB. The digitalHUB has set itself the goal of strengthening digitization in the Aachen area and facilitates networking between startups, IT SMEs and established companies. Topics such as sustainability and cybersecurity are exchanged here, but also employer branding and innovation culture. This very [...]
16.03.2023
The 12. VDI Symposium in Nuertingen
The VDI symposium “Innovative Blechumformung in der Automobilindustrie” (Innovative Sheet Metal Forming in the Automotive Industry) on March 15-16 finally offers the opportunity for a face-to-face meeting again after the recent period of online meetings. The joy at seeing familiar industry colleagues again at the event venue in Nürtingen is proverbial on the participants' faces. [...]

23.11.2022
Team – Life – Future.
Digitalization, mobile working, work-life balance, new values, and social changes have had an enormous impact on the working world in recent years. AMEPA has recognized the changing times and has embraced social changes. As a result, the technical facilities for employees have improved significantly. Internal indoor and outdoor meeting points and additional seating areas have [...]

09.11.2022
Perfect Surface with Online Waviness Measurement
If the waviness of a steel and aluminium sheet is above the specified limits, the customer generally does not accept the annealed, galvanized or aluminium product for high value-added applications. Subsequent processing steps, especially painting, can lead to poor quality and thus downgrading. As a result, direct online measurement is required to fully assess surface [...]

04.11.2022
Towards filler-less painting: Inline waviness measurement of electrolytic galvanized steel strip
As automotive producers are placing increasingly quality demands on the surface area profile of electrolytic galvanized strip, there is a growing need for steel producers to measure the surface waviness, in addition to the surface roughness. thyssenkrupp Steel Europe AG has been using the waviness measuring system from Amepa in an electrolytic coating line. This [...]

30.09.2022
Interested demand at ALUMINIUM 2022
730 exhibitors from 50 nations and 20,400 visitors from 100 nations are impressive key figures that characterize this year's ALUMINIUM in Düsseldorf. ... and a lot of interested visitors and inquiries at our joint booth. After a four-year break and the increased industrial demands, aluminum remains a key material on the way to climate neutrality [...]
13.07.2022
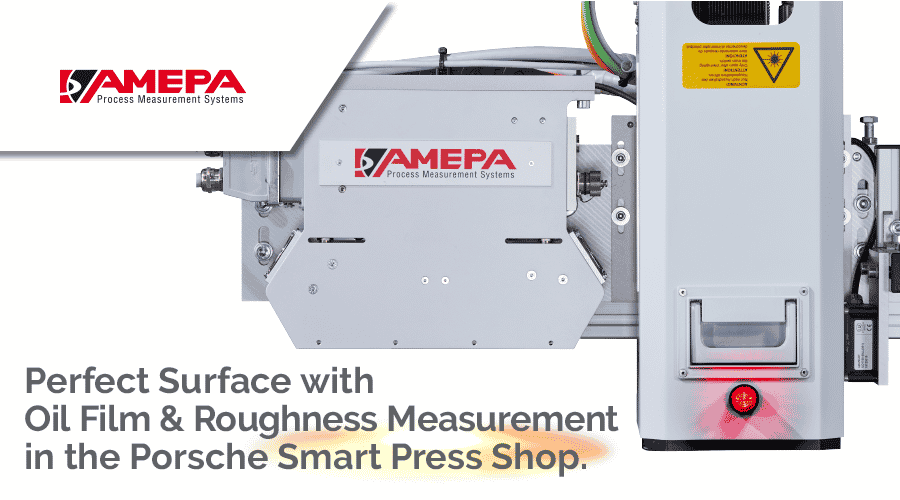
AMEPA Oil Film & Roughness Measurement in the Porsche Smart Press Shop Halle an der Saale
In this highlight project AMEPA was again able to competently contribute its developments in oil film and roughness measurement. Integrated into the production line, our online measuring system is able to measure and record, visualize and evaluate the measured values with high dynamics over the entire strip length. In cooperation with Schuler Pressen GmbH - [...]

16.05.2022
AMEPA at ALUMINIUM 2022
After a break due to the pandemic, we are pleased to welcome our customers, business partners and all interested parties again this year at Aluminium 2022 in Düsseldorf (27 - 29.9.2022). As in 2018, AMEPA will be exhibiting together with Sarclad and nokra on a joint stand that illustrates cross-production process interrelationships. At Aluminium 2022, [...]
16.05.2022
AMEPA America Inc. at AISTech 2022 in Pittsburgh
AISTech 2022, the Iron & Steel Technology Conference and Exposition, will once again be the international meeting place and exchange platform for the latest developments in global steel production from May 16 to 18. Decarbonization, sustainability, the use of the latest digitalization technologies and process optimization through the use of artificial intelligence and simulation are [...]

16.08.2021
AMEPA perfection: Calibrations with high accuracy
OFM oil film measurement is used in steel, aluminum and automotive production. Users in rolling mills, finishing/inspection and press shops use the measurement results to document quality and optimize their processes. For the high customer benefit, in our newly built calibration laboratory, the necessary customer-specific calibrations for different surface coatings are created. Depending on the [...]
22.07.2021
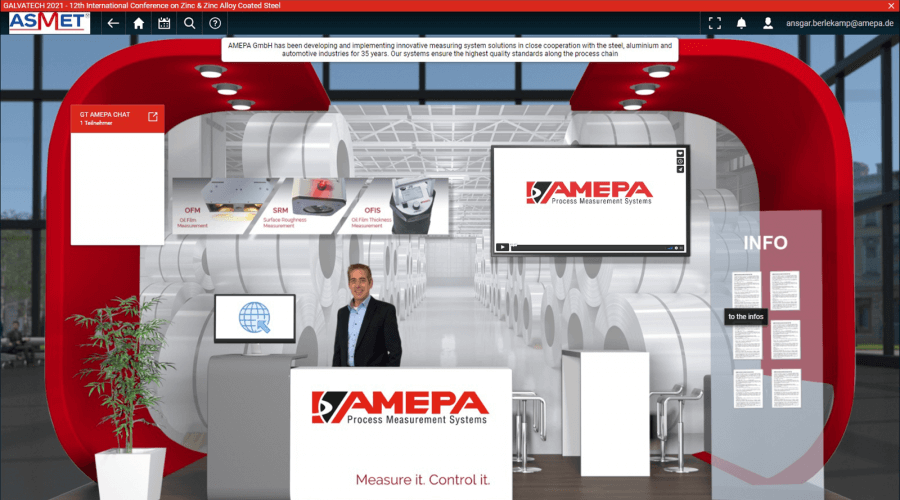
GALVATECH 2021 Review
Dear Participant of the 12th International Conference on Zinc & Zinc Alloy Coated Steel Sheet-GALVATECH 2021, Thank you very much for visiting our virtual booth during GALVATECH 2021. We hope that our staff was able to answer all your questions and that you received all needed information about our systems. We presented you our innovative, [...]

06.07.2021
ALUMINIUM Business Summit in September
On September 28 and 29, 2021, the organizers of ALUMINIUM invite you to the "ALUMINIUM Business Summit", a hybrid congress format. We look forward to exchanging ideas with you there. Due to the impact of the Corona pandemic, the ALUMINIUM trade show has been postponed to September 2022.
03.02.2021
Aluminium 2021 postponed to Autumn
Our participation at this year's Aluminium Trade Fair has been postponed from May until the 28th to 30th of September 2021. The Düsseldorf location will still be retained. The trade fair organisers and AMEPA are still confident that this new date will be able to ensure optimal conditions for a safe and successful event. As [...]
